Avec une semi-maquette, on a avantage à bien se documenter afin de trouver des détails à reproduire, ne figurant pas sur le plan assez simpliste. Pour ce bateau, on ne peux pas dire que la documentation abonde sur le web. Quelques modèles réalisés sans modification par rapport au dessin du plan et aux photos du numéro MRB décrivant la construction, et c’est pratiquement tout. Les dragues actuelles ne sont plus à godets.
Les détails photographiés sur les petites dragues de la Meuse Liégeoise me seront donc fort utiles, ainsi, comme toujours, qu’une bonne dose de réflexion logique.
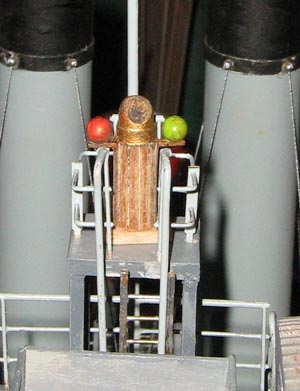
 le château central et une benne de déversement
|
 Système de transmission L’engrenage Graupner en nylon engrène parfaitement sur la grande roue dentée en bois
|
 Aérateurs en plastique Graupner Les grands aérateurs du pont des cheminées seront moulés en silicone et coulés en résine
|
L’échelle du bateau est le 1/50e, mais certains détails du plan ne tiennent pas compte de ce que cela implique. Par exemple, le pont des embarcations devrait (d’après le plan) être réalisé en lattes de 5x2mm avec des espaces entre les lattes de 1,2mm. Soit en grandeur des planches de 25x10cm espacées de 6cm
 Le pont des embarcations d’après le plan Les lattes sont trop larges et trop espacées
|
Avec ces dimensions, les marins sont certains d’un jour se fouler une cheville, leur pied s’étant coincé entre les planches. J’ai dans ce cas précis remplacé les lattes 5x2 par des lattes 3x1 espacées de 0,25mm, soit en grandeur des planches de 15x5cm espacées de 1,5cm
Les différents supports de pont ont été réalisés en poutrelles (profilés en ][ )
 Le pont des embarcations modifié
|
Les roufs de descente ont été réalisés en carton bristol cyanosé après pliage, de même que le poste de pilotage, pour des raisons évidentes de plus grande facilité de découpe des fenêtres dans le carton par rapport à d’autres matériaux.
La transmission de la commande vers les safrans se fait de manière apparente, sur le pont
 Commande d’un safran par secteur apparent sur le pont. La chaîne n’est pas encore patinée.
|
Chaîne apparente et secteur, parties en tringle métallique remplaçant des sections de chaîne. Les servos, qui seront commandés via un câble en Y, sont cachés sous le pont. Le premier est déjà en cours d’installation.
 Le pont avant avec le treuil des ancres
|
Le treuil des ancres a été réalisé en scratch, poulies tournées en balsa puis durcies à la cyano. A l’échelle du bateau, les cordages sont réalisés en fil à coudre raidi à la colle blanche.
 Détail du treuil des ancres
|
 Les coursives d’un bâtiment de travail : sombres et sales Sous le portique central, un grand treuil à vapeur doit encore être installé
|
De nombreux éléments ont été réalisés en bristol+cyano car vraiment cette technique est bien plus facile à mettre en oeuvre.
Les rivets sont réalisés avec des têtes d’épingles de couture. Des rambardes ont été ajoutées le long du chenal central pour des raisons évidentes de sécurité. Pourtant elles ne figurent pas sur le plan. Toutes les rambardes sont en fils de laiton enfilés sur des filières BillingBoats et soudés à la pâte à étamer sans apport de soudure supplémentaire.
A ce stade, il reste pas mal de boulot :
 La réalisation des bateaux de sauvetage
La réalisation des bateaux de sauvetage
Le treuil fonctionnel de descente et de remontée de l’élingue
Les 3 treuils à vapeur de travail (non fonctionnels)
La chaîne des godets
Les 40 godets
Le système d’animation de la chaîne
Ll’installation des moteurs et leur réduction
L’installation du second servo de gouvernail
L’installation de la radio

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion