Dans un premier article, nous avons débuté la fabrication d’une molette à poinçonner, adaptée à la réalisation de plaques en cuivre pour le recouvrement des uvres vives des coques en bois. La réalisation d’un tel outil demande bien entendu un certain outillage dans l’atelier. Il s’agit typiquement d’un accessoire à réaliser en club, et mis à la disposition des membres.
Suite de la fabrication
Avec un outil à tronçonner, usiner pour obtenir les rangées de dents en descendant d’au moins 1 mm. Le mieux est de se fabriquer cet outil avec une lame de scie sauteuse à métaux en lui donnant la largeur à obtenir entre deux dents. Cela réduit le nombre de manoeuvres et les risques d’erreur.

images ci-contre à droite :
Retour à la fraiseuse où on supprimera une dent sur deux. C’est la partie qui demande le plus d’attention. Après deux ratés voici ce qui me semble la meilleure façon de procéder :
 supprimer transversalement une dent sur deux en commençant par la première
supprimer transversalement une dent sur deux en commençant par la première
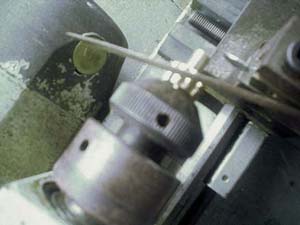
faire tourner le plateau diviseur de 30°
supprimer la dent de la rangée suivante en vérifiant bien que l’on va supprimer la seconde ... Ici fraise cylindrique de 1,2 mm. Le mieux serait d’utiliser une fraise concave qui évite les dérapages et la casse.
finition de la molette
Retour au tour Les dents obtenues sont des carrés de 0,4x0,4 ou mieux, si vous l’avez ainsi prévu, de 0,3x0,3. Si vous avez usiné à 0.4, il vaut mieux réduire un peu cette dent par limage et finalement "arrondir" les dents. Avec une lime ovale ou feuille de sauge, passer entre les dents obtenues : diagonalement à droite et à gauche, longitudinalement. Retirer la molette et passer la lame transversalement. Essai sur papier ou feuille cuivrée. Tous les clous doivent apparaître. Sinon, on replace la molette dans sa pince et on refait une petite passe avec un outil bien tranchant et beaucoup de légèreté
Les accessoires
le guide de découpe des bandes Sur une base en alu, une règle butoir fixée par deux vis ; une règle mobile de la largeur des bandes à obtenir qui se déplace légèrement en hauteur (vis avec ressort) pour glisser la feuille et ensuite retirer la bande obtenue ; deux taquets pour le blocage latéral avant passage du cutter dont on remplacera souvent le tranchant. On obtient ainsi des coupes franches et des bandes absolument identiques.
le chemin de roulage Deux tasseaux 5x5 collés avec, sur la face supérieure, du papier de verre (4 ou 500) pour éviter tout dérapage de la molette. Entre les deux tasseaux, des bandes de carton ou de papier afin de régler la profondeur du marquage souhaitée. Changer la bande de carton supérieure dès qu’elle devient trop marquée. Placer la partie cuivre au-dessus. Placer la petite règle que l’on voit au-dessous, puis pincer de chaque côté la bande, cela évitera à la bande de "suivre" la molette. Passer la molette en appuyant : elle viendra prendre appui sur les tasseaux et ainsi vous aurez toujours le même marquage. Passer la roue dentée (3). Enlever avec les brucelles. Pour éviter que la bande de papier ne se décolle totalement (pression apportée), il faut absolument que la bande entre à frottement très doux dans le chemin de roulage.
La Roue dentée Pièce d’alu de 5 mm avec guide latéral qui vient s’appuyer à l’extérieur du tasseau supérieur . Roue dentée (horlogerie) que l’on choisira en fonction du nombre de dents. La roue dentée est fixée grâce à un axe contre la pièce d’alu : on lime un côté des dents afin que l’empreinte des dents soit entre le bord supérieur de la plaque et la première rangée de "clous". Perçage de l’axe en fonction de la molette. Utilisation : alors que la bande est encore fixée dans le chemin de roulage, on glisse ce montage, la roue dentée tournera et imprimera la bande latéralement. Un fois la bande sortie, on s’en servira pour marquer les "clous transversalement en repassant sur la rangée de trous adéquate. Ne pas rouler, assurer du bas vers le haut un basculement .
Réglet et roulette Sur une planchette, on place la bande obtenue papier vers le haut, on y pose un réglet en plastique transparent pour la voir, et on passe une roulette (ou on écrase avec le doigt). On obtiendra ainsi une empreinte avec la légère boursouflure caractéristique de ce type de doublage.
une pince brucelles indispensable pour toute les manipulations et un petit pointeau. Il peut arriver qu’un "clou" n’apparaisse pas franchement (passage trop rapide, pression inégale, ...), alors passer ce poinçon à l’emplacement du "clou". avant le roulage.
Il ne reste plus qu’à découper aux ciseaux : presque tangeant à la rangée de clous transversaux , à 0.5 mm de l’autre côté.
 doublage terminé : environ 1300 plaques
|

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion