Lorsqu’on construit d’après un plan, on trouve rarement dans le commerce "LE" safran qui va bien, bonne silhouette et bonne dimension. On est donc "obligé" de le construire de A à Z. "Obligé" n’est pas le mot à employer, puisque l’on cherche justement à tout faire soi-même.
Suivant le modèle, l’outillage dont on dispose et le niveau et la dextérité que l’on a, on choisira l’un ou l’autre procédé, mais en respectant quelques règles et en utilisant quelques astuces théoriquement "bien connues"
Mais en fait, à quoi sert le gouvernail ?
Monsieur de Lapalice avait la réponse : "
- Le gouvernail sert à gouverner ".
 gouvernail du commerce
| |
- le gouvernail est l’ensemble du système, le safran est la palette immergée "pouvant générer une force latérale, généralement mobile, en rotation autour d’un axe sensiblement vertical" (cf wikipédia)
- un prolongement hors de l’eau sert au contrôle de la rotation du safran, c’est la "mèche de gouvernail" (l’axe) ou c’est la partie haute d’un safran extérieur.
- un levier de commande actionné manuellement (barre franche) ou mécaniquement par des câbles ou des vérins, visible sur le pont ou caché totalement ou en partie sous le pont du bateau.
- la barre, qui consiste en un volant qui actionne le safran par l’intermédiaire de poulies et de drosses, est le module de manuvre du gouvernail. Dans certains cas, elle pourra facilement être animée sur le modèle
- la barre franche (qui consiste en une tige de bois ou de métal) est directement reliée à la mèche du safran,
Sur certains navires modernes, la commande se fait au moyen de joysticks.
Le safran et sa mèche
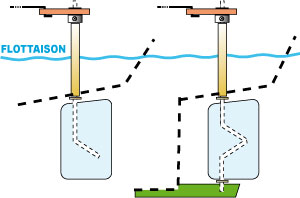
Examinons tout d’abord trois fixations au bateau :
- L’axe tourne en haut dans un tube appelé "tube de jaumière", sa partie basse étant maintenue par une pièce femelle fixée sur le talon de la quille et appelée "la crapaudine"
- Le safran est simplement suspendu, en porte à faux, et la mèche n’est pas maintenue dans sa partie basse.
- Le safran est fixé au masif de l’étambot au moyen de "charnières"
Il faut donc solidariser l’axe et la palette du safran, de manière à ce qu’aucun risque de voir cette palette tourner folle sur son axe n’apparaisse ! De plus, la palette du safran étant généralement dans l’alignement de l’hélice, il faut prévoir un éventuel démontage de celle-ci, donc envisager un safran démontable.
Un accès au "guignol" de renvoi de la commande vers le servo sera prévu lors de la construction. C’est la solution la plus simple, mais ce n’est pas toujours possible. Avec un safran suspendu, on enlèvera tout bonnement le safran solidaire de son axe. Dans le cas d’un safran maintenu par une crapaudine, on prévoira un talon de quille démontable.
Dans le cas d’un talon de quille non démontable, il faudra prévoir un safran démontable de son axe. Dans ce cas l’axe reste bien rectiligne. Il passe dans un tube de même dimension, et c’est ce tube qui est collé dans le safran. Un trou est alors foré à travers la palette, le tube et l’axe, et un fin boulon y est enfilé.
Sur certains bateaux, généralement à barre franche, le safran est fixé au massif d’étambot par des charnières à gonds bien spécifiques. Ces pièces se nomment "aiguillots" et "fémelots". Les fémelots, qui sont fixés à l’étambot, sont pourvus d’un trou rond, alors que les aiguillots fixés au safran sont munis d’un axe : une tige ronde. Les aiguillots sont engagés dans les fémelots, suspendant le safran sur ces "gonds" ? L’axe supérieur est légèrement plus court pour faciliter la mise en place.
Dans ce cas, il suffit d’un espace entre le haut du safran et le fond de coque pour pouvoir dégager la palette mobile, cet espace étant légèrement supérieur à la longueur de l’axe des aiguillots. Certains systèmes n’utilisent que des fémelots, et sur l’étambot, et sur le safran. L’axe unique qui les traverse tous étant lui même amovible.
Donner sa forme au safran
Nous allons décrire deux modes de fabrication, en bois et en métal.
LE BOIS
 Dans le cas du bois, le truc consiste à utiliser du ctp-multiplis. La silhouette du safran, décalquée d’après le plan, est collée sur le ctp, la découpe se fait à la scie à chantourner, manuelle ou électrique. La pièce devra alors être affinée sur son épaisseur, suivant la vue d’en haut du plan. On travaillera par ponçage.
Dans le cas du bois, le truc consiste à utiliser du ctp-multiplis. La silhouette du safran, décalquée d’après le plan, est collée sur le ctp, la découpe se fait à la scie à chantourner, manuelle ou électrique. La pièce devra alors être affinée sur son épaisseur, suivant la vue d’en haut du plan. On travaillera par ponçage.
L’axe métallique devant être inséré dans la palette, un truc simple permet de garantir un enfilage parfaitement médian sur toute l’épaisseur de la palette : Par exemple, pour une palette de 6 mm d’épaisseur avec un axe de 2 mm, on utilisera du ctp-multiplis de 3 mm. Deux pièces identiques collées ensemble de part et d’autre de l’axe, lui même logé dans des rainures effectuées dans les deux faces internes des "joues" de la palette. L’ensemble sera collé à l’Araldite (colle époxi 2 composants) Pour éviter tout risque de voir l’axe tourner fou dans la rainure, on donne simplement une forme particulière à l’axe. Avant d’en arriver au collage de l’axe, il faut mettre la palette en forme, nous avons dit par ponçage. Les deux éléments constituant les joues de la palette sont assemblés au moyen de fins clous en laiton enfoncés sur la ligne d’axe de la mèche du gouvernail. Personnellement, je rajoute une légère vaporisation de colle repositionnable pour garantir le maintien jointif parfait entre les joues. Ensuite, avec une ponceuse à bande, on affine le safran.

Le truc : Le choix du multiplis comme matériaux fait apparaître sur les faces des "courbes de niveau" qui permettent d’obtenir une parfaite symétrie des formes. Après ponçage, on désolidarise les joues puis on installe définitivement l’axe.
Les safrans de vieux gréements avec le système d’aiguillots et de fémelots sont généralement réalisés en planches solidarisées par les allonges métalliques des aiguillots. Ces allonges peuvent très bien être réalisées en carton imprégné de G4 et collées sur les planches elles même collées entre-elles à l’époxi Ensuite on fore de fins trous et on y insère des têtes de clous en laiton.
LE METAL On utilise une feuille de laiton de dimension double de la silhouette du safran à réaliser. La plaque est chauffée au rouge sur sa ligne médiane, puis, après refroidissement lent, la plaque est pliée en deux, cintrée autour de l’axe et ses bords extrèmes se rejoignent.
Le truc : avant de la plier, on aura grassement enduit la face interne de la plaque au niveau du pli, ainsi que l’axe inséré, avec de la pâte à étamer. Après pliage, on réchauffe la tôle suffisamment que pour liquéfier l’étain contenu dans la pâte, en appliquant à ce moment un fil de soudure étain-argent (choisi pour sa plus grande résistance que la soudure étain-plomb). La soudure va se répandre le long de l’étamage, et la solidité de l’ensemble est garantie par ce procédé. Les nervures, la rondelle et le tube arrière sont ressoudés à l’étain-plomb dont le point de fusion plus bas empèche la dessoudure de l’ensemble. Le vide entre les plaques est bourré avec de la pâte époxi 2 composants à malaxer ou avec de la Stabilit Express

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion