Il existe 3 familles de tissus (çà recommence !) dont l’unité de référence est le gr par m². Plus le grammage sera petit, plus le tissus sera fin. Ces familles sont :
 Les tissés ;
Les tissés ;
Les non tissés ;
Les mixtes.
Les non tissés
Ils sont appelés mat. C’est un enchevêtrement de fils de verre coupés (5 à 10 cm) maintenus ensemble par ensillage. C’est une opération qui a constitué à projeter sur une surface plane un fil de verre chaud sortant d’une buse qui l’a calibré suivi d’un hachoir qui l’a coupé. Les fils de verre chauds se collent ainsi les uns aux autres. Ce tissus ne présente donc aucune qualité mécanique.
Il est utilisé :
en moulage et en grammage fin (200 à 300gr/m²) comme première couche après le gel coat ;
entre les couches de tissus tissés ; ses fils désordonnés par action mécanique de tapotage avec le pinceau-brosse vont s’incruster dans le tissage du dessus et du dessous afin d’en assurer la liason parfaite ;
comme unique tissus dans la construction du moule en nombreuses couches (3 fois plus de couches que n’aura la pièce) ;
enfin aux endroits où l’on veut de l’épaisseur comme l’étrave, la semelle de quille, aux emplacements des cadènes de haubans.
Les mixtes
Ils sont appelés rovimat et sont constitués d’une couche de tissé cousu à un mat. Ils sont référencés ainsi : le grammage du mat / le grammage du tissé, ex. rovimat 300/450. Le rovimat est surtout utilisé dans la construction de grosses ou grandes pièces pour gagner du temps. Un bateau de 7 m peut ainsi avoir comme échantillonage pour la coque sur les flans : gel coat, mat 300, rovimat 300/450, rovimat 300/450 (à noter que pour le sens de la pose du rovimat, le mat sera toujours dessous).
Les tissés
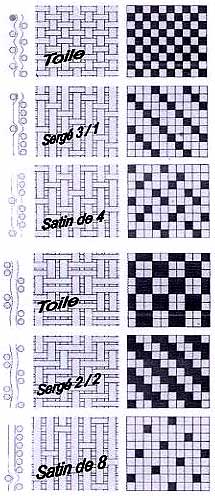
Ils sont appelés le plus souvent roving. En fait, on compte dans les roving : le taffetas (ou toile), le taffetas cablé, le sergé (avec plusieurs styles de tissage), le satin, ...
Les roving n’existent pas uniquement en fils de verre, quoique ce soit, dans l’utilisation courante, le matériau le plus utilisé avec de très bonnes qualités mécaniques.
En recherche de meilleures qualités, nous allons trouver (sans ordre de classement) : le carbone, l’aramide (kevlar), le verre R (celui que nous utilisons fréquemment est le verre E), le diolène et le verranne.
Ces tissus exotiques n’ont pas systématiquement dans toutes les contraintes une meilleure propriété que le verre. Il n’est donc pas obligatoirement intéressant de remplacer partout le verre pour obtenir partout des qualités supérieures.
Avant d’enumérer les types de contraintes existantes, regardons de près un tissus commun : on distingue le fil de chaîne et (perpendiculairement) le fil de trame. En applicant une traction sur chacun d’eux on ne note aucune déformation du tissus. Par contre en applicant cette même contrainte sur le biais (en diagonale) le tissus se déforme de façon très significative. Le tissus a donc un sens de pose sur une zone selon les contraintes subies par celle-ci. Le bon sens de pose du tissus est primordial, bien plus que ne l’est le choix du type de celui-ci.
Les contraintes
L’élasticité. C’est la principale des contraintes que reçoit la coque d’un bateau. Un bon module d’élasticité permet d’éviter le déformement. Ici, le carbone est roi. Pour un engin de haute technologie (multicoque de course, 60’, aéronautique ...) on utilisera exclusivement du carbone sa masse volumique étant de plus inférieure de moitié à celle du verre.
Le cisaillement. Exemple : Imaginons une vedette rapide construite avec des renforts latéraux (hérésie ! mais cela arrive souvent). Par mer formée et plein gaz la coque tape d’une vague sur l’autre. Sans renforts latéraux mais avec des longerons (longitudinaux) la contrainte effectuée par l’impact de la vague se répartie sur toute la longueur. A l’emplacement de notre renfort latéral, nous avons créé un point dur. A l’impact de la vague ce n’est pas au renfort que la force va s’appliquer mais juste derrière où le stratifié va se cisailler le long du renfort. Cet exemple est destiné à vous décrire le cisaillement où le carbone est encore roi.
La rupture en traction. Exemple : la semelle de quille d’un voilier. A bonne vitesse surgit un obstacle immergé (rocher). La force qui va alors s’appliquer sur l’avant de la quille (multipliée par sa longueur) va provoquer une traction des tissus vers l’arrière qui se soldera par une rupture des tissus à l’avant de la semelle. Sur cette contrainte c’est le kevlar qui est le plus résistant avec, également, une masse volumique inférieure de moitié au verre et donc, pour le même échantillonage, une meilleure résistance et un poids inférieur.
Je finirai cette rubrique « tissus » en parlant brièvement des tissus multidirectionnels et du feutre. Dans notre domaine d’utilisation (modélisme naval) le tissus à preférer est le taffetas qui offre le meilleur compromis. Dans les articles suivants nous verrons sa mise en oeuvre.
Les tissus multidirectionnels ont la particularité (comme leur nom l’indique) de ne pas être tissés seulement à 90°. Le tridirectionnel aura un fil supplémentaire à 45° des 2 autres et ainsi de suite, ce qui va augmenté l’épaisseur du tissus mais procurera au stratifié des reprises d’effort dans le sens de chaque fil.
Ceci est du domaine de la très haute technologie la pose de ces tissus est le fruit d’une collaboration étroite entre l’architecte et le directeur technique.
Il m’est arrivé de voir sur Navirc des discussions à propos de ces tissus. Maîtrisons d’abord à fond la stratification avec des tissus communs (voire carbone et autres kevlar) avant de parler multidirectionnel.

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion