Votre atelier (le local) doit être BIEN ventilé, ceci non pas à cause des odeurs mais des émanations de solvants inflammables.
Le plan de travail doit être entièrement débarassé et, s’il n’est pas recouvert de mélaminé (surface sur laquelle les résines n’accrochent pas et qui résiste à tous les solvants) fixez y (avec du scotch) une feuille de polyanne.
Dans un coin de l’atelier, vous installerez votre table à produits où vous préparerez la résine. On devra y trouver comme outillage (au minimum) un gobelet doseur ou une balance précise (préférez la balance car elle vous servira pour doser les charges, c’est un investissement, certes, mais qui est gage de précision), un récipient en plastique genre petite cuvette CURVER (polyéthylène) pour contenir la résine qui une fois ducit se démoulera facilement, un mélangeur en bois propre.
À portée de main vous aurez la résine, le durcisseur, les adjuvants (l’alcool à brûler), les protections (gants, masque, ...), les charges ...
Préparation des tissus et détermination du poids de résine
Les tissus seront stockés dans un emballage étanche en évitant de les plier, surtout pour le roving qui risque de marquer. C’est sur le plan de travail que vous préparerez les tissus dont vous allez avoir besoin. Vous les disposerez en bout de plan de travail, à l’abri des éclaboussures de résine, empilés les uns sur les autres, le premier à être utilisé sur le dessus de la pile.
Avant de cirer le mannequin, vous allez découper les tissus dont vous aurez besoin en les positionant sur le mannequin et en découpant les traits de pinces (étrave, tableau arrière) car il n’est pas question de le faire pendant l’imprégnation de ceux-ci (c’est la galère).
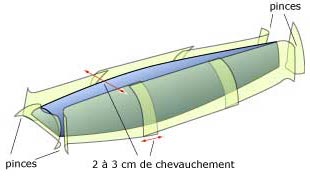
Je vous conseille de travailler par bandes. Pour nos modèles d’environ 1m, 3 bandes latérales me paraissent une bonne solution (pour le moule, laissez les tissus se chevaucher) : une pour l’étrave avec la découpe de la pince (ou des deux pinces s’il s’agit d’une étrave plate de voilier modèle prévue pour accueillir une défense), un centrale et une dernière pour le tableau arrière avec ses 2 pinces. Ces bandes sont (bien sûr) posées latéralement. Vous utiliserez seulement du mat 300 à raison de 5 couches (pour un moule d’environ 1m, cela me parait tout à fait correct). Les bandes se chevaucheront sur 2 à 3cm.
Pour déterminer le poids de résine nécessaire, il va falloir calculer le poids du tissus. Pour celà deux méthode :
 la première, praticable si l’on dispose d’une balance, consiste à peser l’ensemble des tissus ;
la première, praticable si l’on dispose d’une balance, consiste à peser l’ensemble des tissus ;
pour la seconde il va falloir calculer la surface de tissus. Pour cela il suffit de mesurer les 3 bandes et la surface ainsi obtenue en m² est à multiplier par 0,3 (pour 300gr) et obtenir le poids de résine + durcisseur nécessaire à la juste imprégnation d’une couche. (revoir ces données dans l’article « Les résines »).
Maintenant que les tissus sont prêts et que vous connaissez le poids de résine à préparer par couche (je vous conseille d’effectuer cette stratification en 2 fois, préparer la résine et poser les 3 premières couches, faire une « pause café », préparer la résine et poser les 2 dernières couches), le moulage du mannequin peut commencer.
Première étape : le cirage
Que ce soit avec de la pâte (exemple : Cire 103) ou en liquide (exemple : PAT 607 FB) lisez et respectez les consignes du fabriquant surtout en ce qui concerne le nombre de couches sur un moule neuf et le temps de séchage APRÈS lustrage. Cire ou liquide, les deux donnent un excellent résultat (démoulage facile et joli brillant) s’ils ont été bien appliqués avec un chiffon coton sec, sans trop charger en démoulant et en cirant d’un mouvement rotatif égal. Pour ma part, je préfère le démoulant liquide.
Deuxième étape : pose du gel coat
Pour cette pièce qui deviendra le moule, il est préférable d’utiliser un gel coat foncé de bonne résistance aux chocs thermiques (exemple : SG 520 Bleu). Le gel coat se passe, en amateur, au pinceau pour les petites pièces et au rouleau pour les plus grandes. Le passage du gel coat au pistolet à peinture n’existe pas. Si certains le pratique, c’est un bêtise ! Ils ont obligatoirement dû le diluer à une telle proportion que celui-ci a perdu du brillant et de ses qualités mécaniques. De plus, il ne peut s’agir que du gel coat polyester (l’époxy ne se diluant pas) avec de l’acétone. J’ai déjà dit ce que je pensais de cette mixture, et je n’en dirai pas plus tant pis pour ceux qui persisteront.
Troisième étape : Pose et imprégnation des tissus de mat
Cette étape ne pourra débuter que lorsque le gel coat aura gélifié (il colle encore mais ne reste plus sur le gant). Les tissus sont posés et ajustés délicatement avant d’être imprégnés au pinceau-brosse (chargé de résine) en tapotant sur le tissus du centre de celui-ci vers les bords. Au fur et à mesure, le mat perd sa couleur blanche pour devenir transparent, le temps que va prendre cette transformation qualifie le caractère « mouillant » de la résine.
La première couche posée et imprégnée (devenue transparente), vous pouvez présenter les tissus de la deuxième couche et les poser. Avant de l’imprégner, vous passerez sur celle-ci un rouleau débulleur qui va faire remonter la résine de la première couche et débuter l’imprégnation de la deuxième tout en les faisant s’accrocher l’une à l’autre et chasser les bulles d’air qui pourraient s’y emprisonner. Cette opération (que j’estime indispensable) va vous permettre de consommer moins de résine et d’avoir un stratifié plus fin et plus homogène. Avec le rouleau débulleur vous insisterez sur les zones de recouvrement de tissus ainsi qu’aux pinces (étrave et tableau arrière). Vous finirez cette couche en imprégnant les zones restées blanches et passerez à la troisième couche en appliquant le même procédé.
La dernière couche posée et imprégnée, vous repasserez (longuement) le rouleau débulleur en appuyant correctement afin de faire ressortir le trop plein de résine (très peu si vous avez respecté la règle des 50/50) et bien faire adhérer dans les angles, les chevauchements, et chasser toutes les bulles d’air.
De façon générale, l’imprégnation est plus aisée quand la résine déjà présente sur le support remonte dans le tissus que l’on est en train de poser. L’ajout de résine par dessus le tissus a tendance à emprisonner de l’air.
Dernière étape avant démoulage : rigidifier le moule
Cette opération (à exécuter stratification sèche) est importante pour ne pas risquer de voir à la longue le moule voiler et, également, pour un « ber » intégré afin de lui éviter de bouger au moment du moulage des pièces à l’intérieur. Pour ce faire, il y a une solution très simple qui consiste, à base des couples du mannequin, de tracer puis découper dans du CP de 5mm la partie basse de l’entourage du couple moins l’épaisseur des tissus et de coller cette partie sur le moule (joint congés + mat). Pour un moule de 1m, 4 renforts de ce type suffisent. Assurez vous qu’ils ont tous la même hauteur (2 à 3cm du fond de moule).
Le démoulage
Le démoulage ne doit se faire qu’une fois la stratification bien sèche. Il est préférable d’attendre 24h après la fin de la stratification avant de démouler. Si vous avez bien effectué le cirage du mannequin, il suffit de tirer sur les renforts pour que le moule vienne tout de suite. Si rien ne bouge et que vous avez eu la bonne idée d’utiliser la cire liquide, il vous suffit, à l’aide d’un morceau de bois tailler en forme de coin de le « glisser » entre le moule et le mannequin en forçant un peu, puis le long du coin verser de l’eau. La cire liquide se disolvant dans l’eau, le démoulage va se faire tout seul. Pour les autres, il ne leur reste plus qu’à fabriquer des coins en bois à disposer tout autour du moule et de les enfoncer précautionneusement et progressivement les uns après les autres et, étant donné la forme à démouler, le moule finira par venir en émettant un « crac » !
En règle générale et dans 95% des cas, si le cirage a été correctement effectué, après 24h, quand vous arrivez dans votre atelier la pièce est démoulée.
Une fois démoulée, il ne reste qu’à ébarber le pourtour avec un disque à tronçonner (diamètre 20mm au bout d’une mini perceuse, ça marche très bien). Ensuite, il faut rendre imperméable la découpe du champ avec, par exemple, un petit pinceau et de la résine en évitant les coulures à l’intérieur.
À titre personnel, pour un moule qui a vocation à servir plusieurs fois, je pose une cornière alu en L sur tout le pourtour en fainsant une saignée à l’intérieur du moule de l’épaisseur et de la largeur intérieure de la cornière dont la partie horizontale est tournée vers l’extérieur et qui va me servir de plan d’appui pour le disque d’ebavurage. De cette façon je ne risque pas d’abîmer le moule à chaque pièce à ébavurer.

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion