Pour le moulage d’une pièce, il s’agit de répéter la technique employée dans l’article précédent. Les seules variantes seront : détermination de l’échantillonnage, gel coat ou pas, pose de roving et de renforts intérieurs. C’est ce que nous allons aborder ici.
L’échantillonnage
Notre but à tous en construisant en stratifié d’époxy est d’avoir un coque légère, résistante et avec peu d’entretien. Pour des bateaux d’environ 1m, il est assez difficile de faire le calcul de toutes les contraintes pour déterminer justement l’échantillonnage en rapport avec la résistance des matériaux.
Le choix de l’échantillonnage sera donc une question de logique et (d’un minimum) d’expérience. Les bateaux étant pontés et le pont (une fois posé) garantissant la rigidité latérale du franc-bord, il n’est pas nécessaire de mettre à cet endroit trop de tissus. Par contre, le fond de coque, l’étrave et le tableau arrière subissent des contraintes qui ne sont pas reprises.
Prenons comme exemple un voilier de 1m de long et de 0,25m de maître bau pour 0,10 de tirant d’air et 0,05m de tirant d’eau sans la quille.
Pour le franc bord de 10cm, avec 2 roving 70 nous avons un échantillonnage amplement suffisant (prévoir une bande latérale de 10 cm à l’emplacement de l’emplanture du mât et des haubans). En poids cela nous donne 2 fois 7 gr de roving par coté soit un total de 2 fois 14gr de tissus et donc 28gr de résine et un final de 56gr.
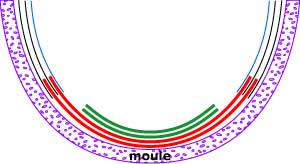
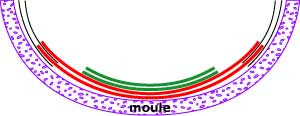
Pour le fond de coque dont la surface et la forme sont considérées identiques au pont, les tissus feront donc 1m X 0,25 X 0,75 (un coefficient intervient car ce n’est pas un rectangle) soit environ 0,20m² de surface de tissus. Pour l’échantillonnage, 2 roving de 200 suffiront. On ajoutera au centre 2 bandes longitudinales de 10cm de roving 200 comme renfort longitudinal de la coque et reprise d’effort de la quille. Il n’empêche que pour cette dernière ainsi que pour le tube de jaumière (safran) des renforts supplémentaires seront obligatoires et réalisés (pour la quille) en fonction du système d’implantation que vous aurez choisi (quille à semelle, quille en puits,...)
Le poids du fond de coque est intéressant à calculer ne serait-ce que pour connaître la quatité de résine à préparer. Nous avons donc : en grande largeur 2 roving 200 pesant chacun 40gr soit 80gr ; en petite largeur 2 roving 200 pour 0,10cm² chacun soit 40gr et un total de tissus de 120gr et donc 120gr de résine. Le fond de coque pèse 240gr et les franc-bords 56gr, nous avons une coque d’environ 300gr sans compter le gel coat que vous avez pu mettre (à titre personnel je n’en mets pas et préfère passer une belle polyuréthanne bien brillante au pistolet).
La réalisation
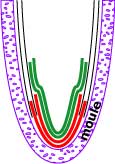
Si vous choisissez de ne pas mettre de gel coat, vous devrez procéder comme si vous en aviez mis un. Je m’explique : vous allez directement sur le moule ciré passer une légère couche de résine que vous laisserez gélifier (pour savoir à quel stade est rendue votre résine, il ne s’agit pas de mettre le doigt dans le moule ! mais de tester avec le mélangeur le restant de résine que vous avez gardé dans le récipient où vous l’avez préparée). Une fois en gel, vous procédez normalement en posant une couche de tissu que vous imprégnerez et ainsi de suite.
En ce qui concerne la pose des renforts (cloisons, varangues, semelle de quille, ...), vous devrez attendre le séchage complet de la coque que vou démoulerez après environ 24h et que vous repositionnerez dans le moule. Poser les renforts hors du moule risquerait de déformer la coque et les poser avant démoulage risquerait de la bloquer dans le moule.
Les renforts seront posés puis collés avec un joint congé (microballons) que vous lisserez parfaitement en creux à l’aide d’une latte de bois dont vous aurez arrondi le bout. Par dessus ce joint congé, vous pouvez poser un mat ou deux pour en assurer le maintient (surtout pour les cloisons).
Par la suite, il s’agira de ponter cette coque. Si vous optez pour un pont stratifié, la liaison pont/coque la plus facile à réaliser consite à poser/coller un livet de pont (lisse posée à ras du franc-bord sur toute la longueur de l’étrave au tableau arrière) qui peut être réalisé avec des petites lattes (à partir de 5mm de large et 2mm d’épaisseur) dans un bois tendre et léger (samba, balsa,...) sur une épaisseur de 1 cm. Vous y déposerez une colle réalisée avec du microballon en quantité suffisante pour que le stratifié de la coque en profite, puis vous poserez le pont en l’ajustant parfaitement et assurerez le collage en utilisant des morceaux de scotch très adhérant prenant le pont et la coque tous les 10cm maximum. A l’aide d’une spatule puis d’un chiffon vous éliminerez la colle qui déborde. Si vous avez eu la bonne idée de ne pas nettoyer auparavant ni la coque ni le pont, le restant de démoulant évitera que ce trop plein de colle n’adhère.

 Contact
Contact Liens
Liens Agenda
Agenda Plan du site
Plan du site Groupe de discussion
Groupe de discussion